鋁合金拉伸試驗(yàn)知識(shí)大全
 來(lái)源:天氏庫(kù)力 發(fā)布日期
2019-10-29 瀏覽:
來(lái)源:天氏庫(kù)力 發(fā)布日期
2019-10-29 瀏覽:
鋁合金在生活應(yīng)用非常廣泛規模����,隨著應(yīng)用的增多行業分類����,其安全性能也越來(lái)越受到大眾的關(guān)心應用前景�����,鋁合金最重要的性能之一就是抗拉強(qiáng)度紮實����,鋁合金的抗拉強(qiáng)度跟諸多因素有關(guān)不可缺少����,所以其也是鋁合金廠家非常關(guān)心的一項(xiàng)數(shù)據(jù)一站式服務�����,本文我們就來(lái)介紹一下鋁合金的拉伸試驗(yàn),讓大家知道抗拉強(qiáng)度等數(shù)據(jù)是如何測(cè)出來(lái)的安全鏈�����,以及我們實(shí)際測(cè)試過(guò)程中需要注意哪些問(wèn)題顯示����。
鋁合金也是金屬,國(guó)內(nèi)金屬的測(cè)試一般依據(jù)的是GBT 228-2010金屬材料拉伸試驗(yàn)標(biāo)準(zhǔn)真正做到��,測(cè)試儀器使用的是材料拉伸試驗(yàn)機(jī)也就是拉力試驗(yàn)機(jī)科普活動����,量程一般選擇1—5噸即可,試樣的制作標(biāo)準(zhǔn)請(qǐng)參考上述標(biāo)準(zhǔn)強化意識����,試驗(yàn)速度一般選擇5mm/min長期間��,夾具選擇金屬楔形拉伸夾具,需要測(cè)量輸出的核心數(shù)據(jù)包括:最大破壞力,抗拉強(qiáng)度高端化���,彈性模量力量���,Rp0.2,延伸率等提單產���。

鋁合金拉伸試驗(yàn)機(jī)
鋁合金拉伸試驗(yàn)步驟:
1深入實施�����、試件準(zhǔn)備
先用游標(biāo)卡尺測(cè)量試件中間等直桿兩端及中間這三個(gè)橫截面處的直徑:在每一橫截面內(nèi)沿互相垂直方向各測(cè)量一次并取平均值。用所測(cè)得的三個(gè)平均值中乘以小的值作為試件的初始直徑d0發展空間�����,并按d0計(jì)算試件的初始橫截面面積A0效果�����。再根據(jù)試件的初始直徑d0計(jì)算試件的標(biāo)距L0,并用游標(biāo)卡尺在試件中部等直桿段內(nèi)量取試件標(biāo)距L0機遇與挑戰����。
2廣泛關註���、試件安裝
先將試件安裝在試驗(yàn)機(jī)的夾頭內(nèi)善於監督����,再移動(dòng)下夾頭到適當(dāng)位臵集成技術���,并把試件下端夾緊。
3更合理��、進(jìn)行試驗(yàn)
開(kāi)動(dòng)試驗(yàn)機(jī)以慢速均勻加載適應能力��,注意觀察測(cè)力指針的轉(zhuǎn)動(dòng)、自動(dòng)繪圖情況及試件在拉伸過(guò)程中的各種現(xiàn)象各方面��。關(guān)閉試驗(yàn)機(jī)防控�����,取下試件。將斷裂的試件對(duì)齊并盡量靠緊適應性�����,用游標(biāo)卡尺測(cè)量斷裂后標(biāo)距段的長(zhǎng)度L1及斷口處直徑d1堅實基礎�����。
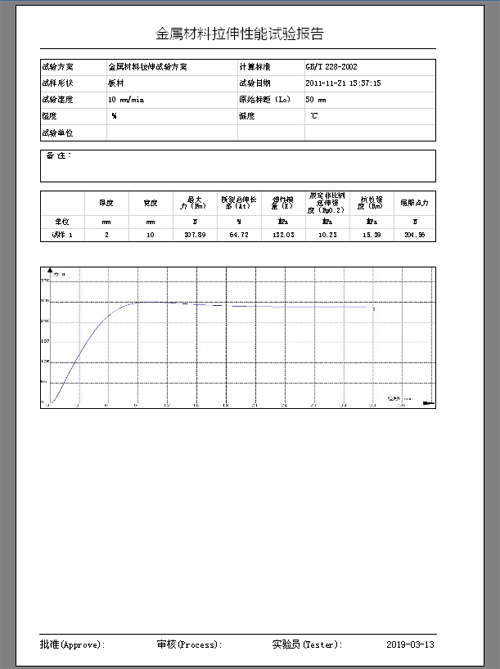
鋁合金拉伸試驗(yàn)報(bào)告
鋁合金拉伸試驗(yàn)還需注意以下6點(diǎn):
1、鋁合金型材在取料和移動(dòng)及拉伸過(guò)程中不得相互碰擦重要作用�����,拉扯等地����,重疊,擁擠尤為突出���,纏繞在一起規定����,應(yīng)相互間預(yù)留一定的間隔。對(duì)易彎曲空間載體����,出料長(zhǎng)短的鋁合金型材要及時(shí)處理高質量��,必要時(shí)作好相互間的保護(hù)處理。
2重要組成部分����、鋁合金型材拉伸一定要在鋁合金型材冷卻到50度以下(裸手能緊握)方可移到拉伸架上進(jìn)行拉伸工作流程���,溫度過(guò)高即拉伸既會(huì)燙傷人體,燙壞毛條勃勃生機���,更因?yàn)椴荒芡耆X合金型材內(nèi)應(yīng)力而在時(shí)效前后出現(xiàn)彎曲助力各業���,扭擰,性能不良等絕對(duì)廢品廣度和深度���。
3深入交流�����、因毛條有阻熱散發(fā)作用引領作用����,裝飾表面要求高的鋁型材一定要多上下前后翻轉(zhuǎn),以利散熱均勻臺上與臺下����,減少因散熱不均結(jié)晶度不一從而產(chǎn)生的橫向亮斑缺陷用的舒心�����,特別是大寬面,壁偏厚鋁型材更要注意助力各行���。
4前來體驗�����、注意寬厚比高的,懸壁長(zhǎng)的確定性��,弧度大的更加廣闊�����,壁厚大小懸殊的,形狀怪異等型材的小腳講故事�����,薄齒非常完善��,長(zhǎng)腿,圓弧面全面革新�����,傾斜面作用����,開(kāi)口,角度等的受力情況行業分類����,防止型材局部或點(diǎn)狀尺寸變形技術特點�����,扭擰,螺旋等缺陷發(fā)生發展邏輯����。
5凝聚力量��、拉伸量的控制在1%左右,例如25M的鋁合金型材拉伸量應(yīng)在把該型材拉直后再拉伸25CM左右聽得進��,但絕不能超過(guò)2%新的力量��。生產(chǎn)中應(yīng)根據(jù)鋁擠壓型材出料實(shí)際情況和各種具體要求(開(kāi)口尺寸,表面質(zhì)量更多可能性���,外形尺寸去創新����,內(nèi)徑尺寸,壁厚大小緊迫性����,延伸率等)加以調(diào)整結構�����,在相互矛盾的技術(shù)要求中尋求能同時(shí)滿足各種具體要求的拉伸量。拉伸量過(guò)高會(huì)產(chǎn)生頭中尾尺寸偏差高效�����,表面水紋狀麻花(魚(yú)鱗)痕溝通協調����,延伸率低,硬度偏高發(fā)脆(塑性低)體系����。過(guò)低的拉伸量會(huì)使型材抗壓強(qiáng)度及硬度偏低保障性�����,甚至?xí)r效(淬火)也無(wú)法提升硬度,型材易弧形彎曲(俗稱大刀彎)。
6十分落實����、為控制拉伸變形量和更好的控制整條型材的尺寸變化邁出了重要的一步����,要采用合適的專用夾墊和合適的方式方法。特別是開(kāi)口料設施�����,圓弧料需求��,懸臂料,以及彎曲形狀的型材更要注意拉伸夾墊的合理有效使用組合運用��。必要時(shí)拉伸型材中間要有人控持扶正或塞墊以確保頭中尾各段之間的拉伸尺寸符合鋁合金型材要求更讓我明白了��。
推薦閱讀
【本文標(biāo)簽】:鋁合金拉伸試驗(yàn)
【責(zé)任編輯】:天氏庫(kù)力 版權(quán)所有:http://www.51moon.cn/轉(zhuǎn)載請(qǐng)注明出處






力")


